- 网站首页
-
产品展示
- 新闻资讯
- 合作案例
- 公司简介

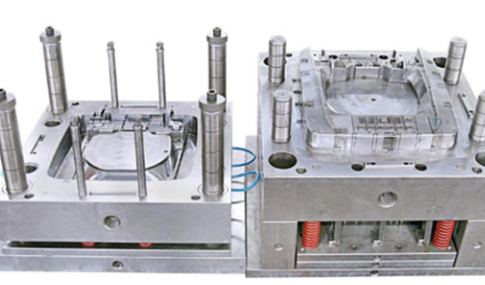
⑵脱模斜度应取大,含玻璃纤维15%的可取1°~2°浇注模具设计,含玻璃纤维30%的可取 2°~3°。当不允许有脱模斜度时则应避免强行脱模,宜采用横向分型结构。
⑷设计进料口应考虑防止填充不足机加,异向性变形,玻璃纤维分布不匀,易产生熔接痕等不良后果。进料口宜取薄片,宽薄,扇形,环形及多点形式进料口以使料流乱流,玻璃纤维均匀分散,以减少异向性,最好不采用针状进料口,进料口截面可适当增大,其长度应短。
⑴模温影响成型周期及成形品质,z6尊龙z6在实际操作当中是由使用材质的最低适当模温开始设定,然后根据品质状况来适当调高。
⑵正确的说法,模温是指在成形被进行时的模腔表面的温度,在模具设计及成形工程的条件设定上,重要的是不仅维持适当的温度,还要能让其均匀的分布。
⑴在成型加工法,射出量的控制(计量)以及塑料的均匀熔融(可塑化)是由射出机的可塑化机构(Plasticizing unit)来担任的。
虽然塑料的熔融,大约有60--85%是因为螺杆的旋转所产生的热能,但是塑料的熔融状态仍然受加热筒温度的影响,尤以靠近喷嘴前区的温度--前区的温度过高时易发生滴料及取出制件时牵丝的现象。
通常,尊龙凯时·中国官方网站低粘度热安定性良好的塑料,其螺杆杆旋转的圆周速约可设定到 1m/s上下,但热安定性差的塑料,则应低到0.1左右。
A.当螺杆旋转进料时,推进到螺杆前端的熔胶所蓄积的压力称为背压,尊龙凯时人生就是搏z6com在射出成型时,可以由调整射出油压缸的退油压力来调节,背压可以有以下的效果:
B.背压的高低,是依塑料的粘度及其热安定性来决定,太高的背压使进料时间延长,也因旋转剪切力的提高,容易使塑料产生过热。一般以5--15kg/cm2为宜。
A.螺杆旋转进料开始前,使螺杆适当抽退,可以使模内前端熔胶压力降低,此称为前松退,其效果可防止喷嘴部的熔胶对螺杆的压力,多用于热流道模具的成型。
B.螺杆旋转进料结束后,使螺杆适当抽退,可以使螺杆前端熔胶压力降低,此称为后松退,其效果可防止喷嘴部的滴料。
C.不足之处,是容易使主流道(SPRUE)粘模;而太多的松退,则能吸进空气,使成型品发生气痕。
- 新闻资讯
 当前位置:
当前位置: 

 热门推荐
热门推荐